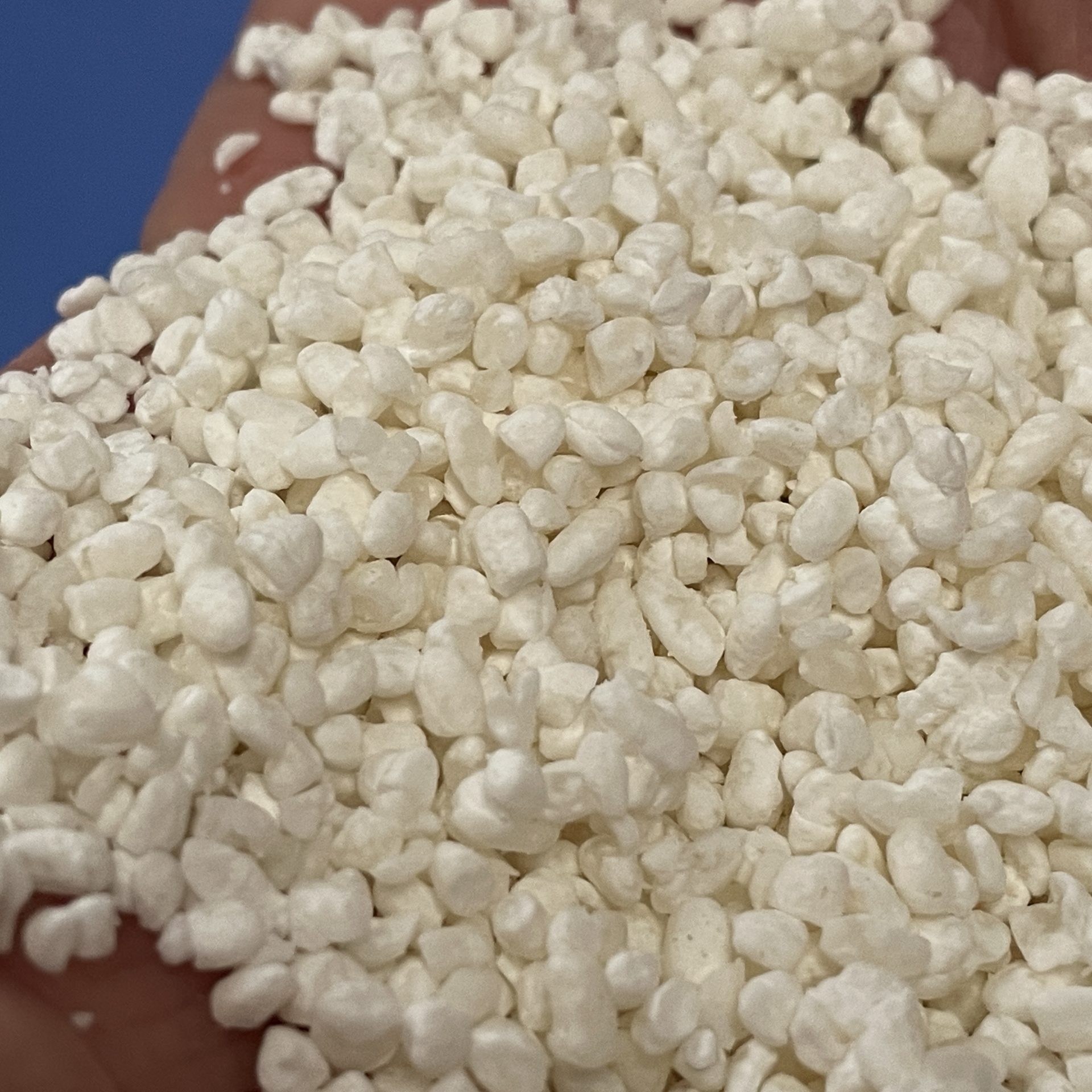
酒造りの風景「麹(こうじ)造り」 ——— 酒造りの工程「麹造り」 ——— 麹造りは酒造りで一番重要な作業 麹の出来で美味しいお酒に仕上がるかどうかが決まるといっても過言ではありません。このページでは、日本酒造りの工程のひとつ「麹(こうじ)造り」についてご説明します。 糖を含まない米をアルコール発酵させるために必要な「麹」 ワインの原材料として知られるブドウ等の果実は自らの糖で発酵が進めばアルコールが発生します。一方日本酒の原料である米には、糖の元となるデンプンは含まれていますが、糖そのものは含まれていません。米からアルコールを発生させる日本酒造りにはもう一つの工程、麹造りが必要です。麹とはカビの一種である 「麹菌(こうじきん)」 を繁殖させたもので、米のデンプンを糖に分解する役割を担っています。デンプンを糖に分解することにより、はじめて酵母のアルコール発酵が可能になります。 こだわりぬく「麹造り」 麹造りには3日を要します。蒸米は 外側が硬く、内側には柔らかさの残る「外硬内軟」と呼ばれる状態を目指し、放冷が終わると、蒸し終えた米は 麹室(こうじむろ) に運び込まれます。この作業を 「引き込み」 と言います。麹室 とは麹菌を繁殖させるために高温・多湿で管理された部屋で、温度が約30℃以上、湿度が約50%に保たれています。また麹菌以外の菌が米に付着しないよう、酒蔵の中でも最も清潔に保つ努力をしております。米の温度が均一になったところで「もやし」と呼ばれる麹菌を、ふるいを使って米にふりかけていきます(種切り)。 ちなみに、日本酒造りで使用される種麹は「黄麹菌」という種類です。日本酒の甘さや酸味、旨味といった「味」への影響が注目されやすい麹です。ふりかけた麹菌が米全体に満遍なく付着するようにしっかりと手で揉みこみ混ぜ合わせていきます。この工程を 床もみ(とこもみ) と言います。床もみ後、麹菌が混ぜ合わさった米を菌が繁殖しやすいように積み上げ、上から布を掛けて保温し床もみの工程が完了します。ちなみに天寶一では、添麹・仲麹では引き込みして約1時間後に「種きり」をします。留麹だけは40℃の部屋にて約1時間おきに反転しながら米の表面を乾かし、約6時間後に「種きり」します。床もみの工程が終了し10~12時間寝かされた米は表面が少し乾燥し、麹菌の繁殖により米粒どうしがくっついている状態になります。更なる麹菌の増殖を促すため手で米粒どうしを切り離してかき混ぜることによって全体に酸素を供給する必要があります。この作業を 「切り返し」 と呼びます。また、麹菌の繁殖に適した米の温度にする目的や水分量を均一にする目的もあります。切り返しを行った米は、麹菌の増殖により発熱し温度が上昇しますが、温度が上がりすぎると麹菌の活動が鈍ってしまうことから、温度調節がしやすいように一定量ずつ箱に入れる作業を行います。この作業を 「盛り」 と呼びます。「盛り」の後、再び温度は上昇し麹菌は繁殖を続けます。米の温度が目標とされる約38℃°になった時点で 「仲仕事(なかしごと)」 と呼ばれる工程に入ります。仲仕事を終えて2~3時間経過した米は破精込んで麹の完成に近い状態になっていきますが、40°を超えた辺りから糖化酵素が活発になっていくため、約40℃°まで温度が上がったら再度米全体の温度を均一にし、余分な水分を飛ばすためにかき混ぜて温度の上昇を促します。この工程を 「仕舞仕事(しまいしごと)」 と呼びます。仕舞仕事が終わり、温度を40~43°で保ちながら8~12時間程で麹室から麹を運び出し、麹菌の繁殖を止めます。この作業を 「出麹(でこうじ)」 と呼びます。麹室から出された麹は、専用箱にて冷却されます。この工程を「枯らし」と呼びます。その後専用箱に入れて、-5℃の冷蔵庫にて翌朝迄、乾燥及び冷却させる事で酵素を進まないように保ちます。そして麹造りのプロセスが終了します。